 电话咨询
电话咨询


钢筋镦粗套筒操作要点:
钢筋端部平头:钢筋调直后用砂轮切割机或专用切割设备下料。要求钢筋端面垂直于钢筋轴线,端头不准挠曲,不得有马蹄形。

镦粗实验:每一批钢筋进场加工前,均应做镦粗实验,并以镦粗量合格来确定镦粗压力及缩短量的终值。
初始镦粗:镦粗前镦粗机应先退回零位,再把钢筋从前端插入、顶紧,然后给油泵上压。首先选择一个初始镦粗压力进行镦粗。
确定参数:对镦粗实验加工出来的镦粗成品进行检查,主要检查镦粗基圆直径、镦粗长度、镦粗缩短尺寸等是否符合要求,并根据检查结果调整镦粗压力,直到镦粗出的成品合格率不小于95%,从而确定参数。
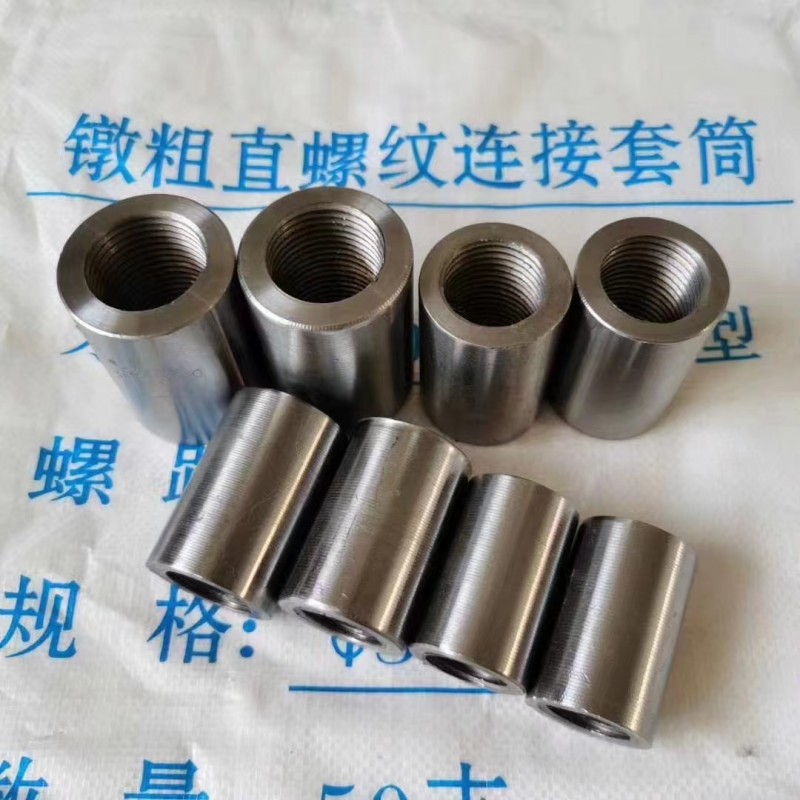
镦粗套筒的特点
镦粗套筒连接是用专用的镦头机预先将钢筋端部待加工纹段镦粗,使该加工段钢筋直径增粗,然后用专用套丝机对镦粗部分进行套丝加工。套丝直径无极可调,连接时用普通施工扳手 镦粗直螺将直螺纹套筒连接在钢筋端头螺纹上,即可完成钢筋的对接。镦粗型等强直螺纹连接技术具有稳定性,接头强度大于钢筋母材强度等优点。
性能稳定:接头强度不受扭紧力矩影响,丝扣松动或少拧入均不会明显影响接头强度,排除了工人素质和测力工具对接头性能的影响。
应用范围广:对弯折钢筋、固定钢筋、钢筋笼不能转动的场合也分别使用。
